

Positive Low-Nitrogen Tank Burner
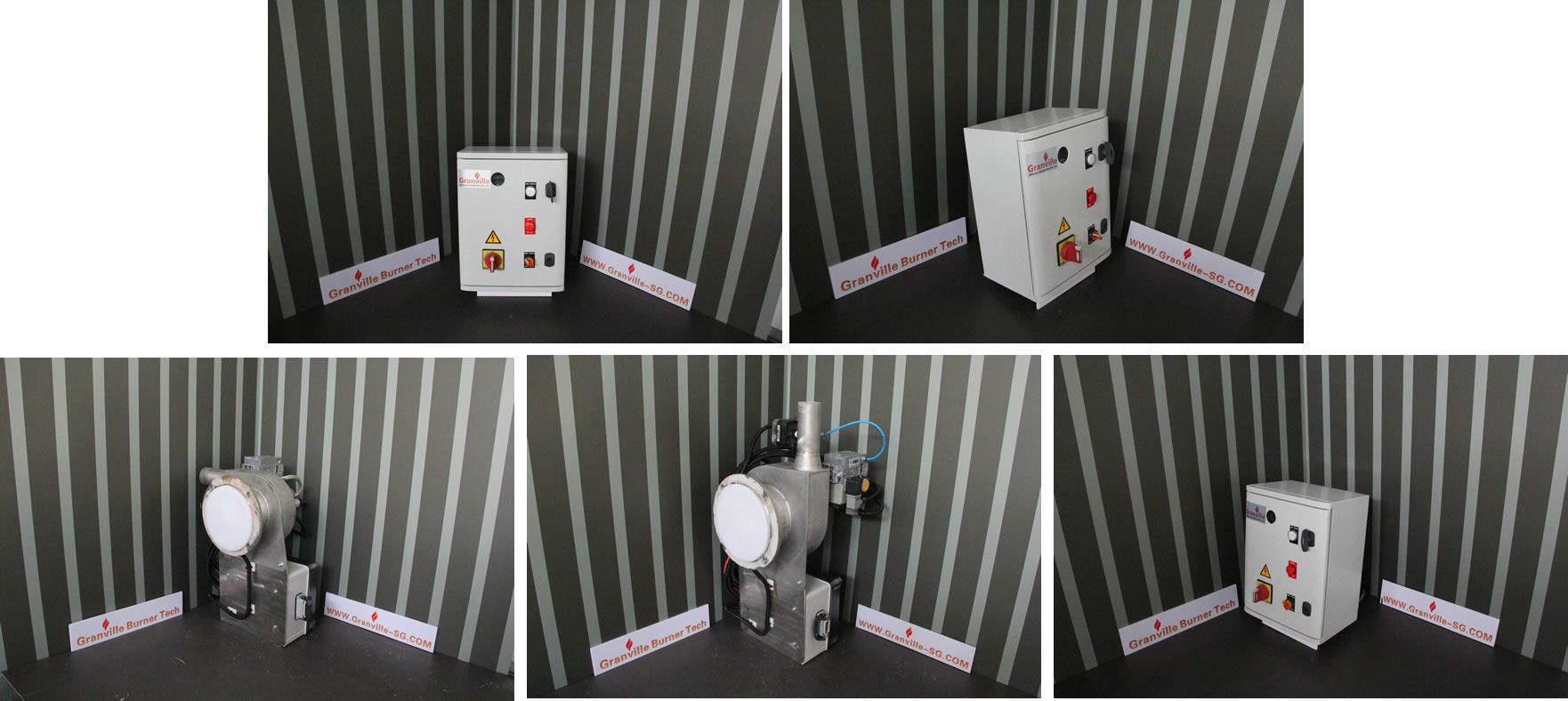
Based on the compact underwater tube and its high efficiency burner, Granville has developed a series of products suitable for industrial heating and drying processes:
Compact heat exchange tube structure.
Small Size, High Efficiency, Environmental Protection and Energy Saving.
After the gas and air are fully premixed, they are immersed in the burner for combustion, and then enter the combustion chamber and the heat exchange tube for heat exchange, thus completing the heating process of the liquid. The whole process is completed by full automatic control.
Burner Power Range: 120KW ~ 540KW.
Reducing CO2 Emissions.
Thermal Efficiency :95%
Compatible Equipment.
Simple Settings.
Industry Application:
Glove industry
Palm-Shell industry
Coating industry
Food processing
Liquid heating
Deep fryer
Defrost/Cleaning tunnel
Inline Pasteurization
Chemical/Cosmetic industry
Washing-Machine drum